






产品分类 更多>>



1、澳标H型钢410UB53.7切削深度靠测量装置测量结果加以调整,以保证整个法兰盘的平面度要求。由于法兰密封面的平面度和表面粗糙度要求很高,机床不仅要能进行铣削精加工,还应该能够完成磨削、珩磨、抛光等精整加工。精加工时,机床本体可通过滚轮带动,沿工件圆周方向绕工件圆心做连续回转运动,从而可以完成连续磨削和抛光加工,以达到要求的平面度和粗糙度。机床的结构简图如图7所示,将图7中的测量装置换成铣削装置或者其他精整装置,便可以进行相应的精加工或精整加工。

2、410UB53.7澳标H型钢的执行标准:AS/NZS 3679.1,材质有:G250、G300、G350等
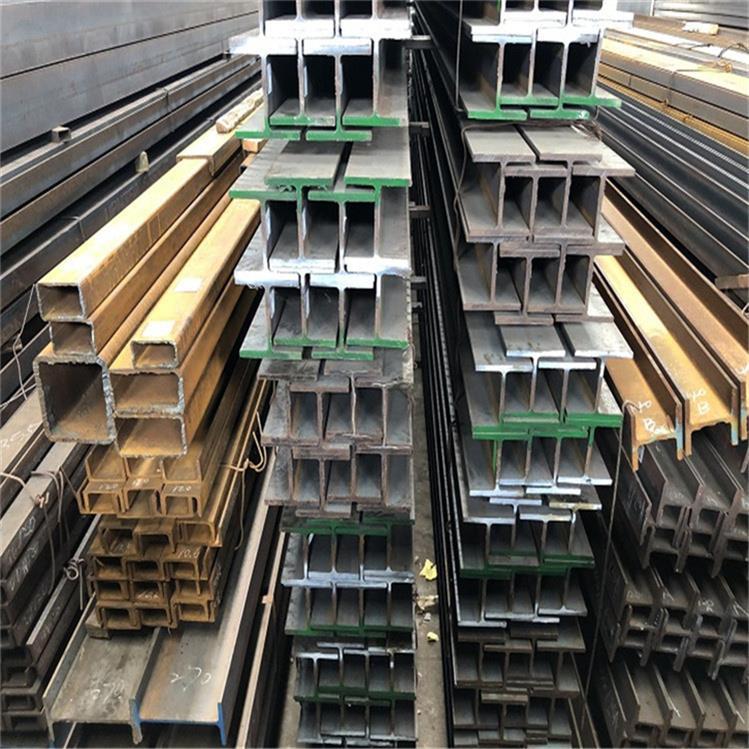
4、澳标H型钢规格型号表:
冶金矿产:
可铸造复杂的铸件。熔模铸造能铸出形状十分复杂,并难以用其它方法加工的铸件,如叶轮、空心叶片等,给零件结构设计很大的自由度;也能铸造出壁厚为.5mm,孔径为lmnl以下,铸件轮廓尺寸小到几毫米、大到上千毫米,重量轻到1最重接近1Kg的铸件。还可以将原来由许多零件组合、焊接的部件进行整体铸造。总之,熔模铸造能限度地提高毛坯与零件之间的相似程度,铸件尺寸精度高和表面粗糙度值因而可减少机械加余量、甚至无余量铸造和降低生产成本。
2、410UB53.7澳标H型钢的执行标准:AS/NZS 3679.1,材质有:G250、G300、G350等
4、澳标H型钢规格型号表:
| 澳标H型钢现货库存表 | |||
| 型号 | 米重 | 型号 | 米重 |
| 150UB 14.0 | 14 | 310UB 46.2 | 46.2 |
| 150UB 18.0 | 18 | 310UC 96.8 | 96.8 |
| 150UC 23.4 | 23.4 | 310UC 118 | 118 |
| 150UC 30.0 | 30 | 310UC 137 | 137 |
| 150UC 37.2 | 37.2 | 310UC 158 | 158 |
| 200UB 18.2 | 18.2 | 360UB 44.7 | 44.7 |
| 200UB 22.3 | 22.3 | 360UB 50.7 | 50.7 |
| 200UB 25.4 | 25.4 | 360UB 56.7 | 56.7 |
| 200UB 29.8 | 29.8 | 410UB 53.7 | 53.7 |
| 200UC 46.2 | 46.2 | 410UB 59.7 | 59.7 |
| 200UC 52.2 | 52.2 | 460UB 67.1 | 67.1 |
| 200UC 59.5 | 59.5 | 460UB 74.6 | 74.6 |
| 250UB 25.7 | 25.7 | 460UB 82.1 | 82.1 |
| 250UB 31.4 | 31.4 | 530UB 82 | 82 |
| 250UB 37.3 | 37.3 | 530UB 92.4 | 92.4 |
| 250UC 72.9 | 72.9 | 610UB 101 | 101 |
| 250UC 89.5 | 89.5 | 610UB 113 | 113 |
| 310UB 32.0 | 32 | 610UB 125 | 125 |
冶金矿产:
可铸造复杂的铸件。熔模铸造能铸出形状十分复杂,并难以用其它方法加工的铸件,如叶轮、空心叶片等,给零件结构设计很大的自由度;也能铸造出壁厚为.5mm,孔径为lmnl以下,铸件轮廓尺寸小到几毫米、大到上千毫米,重量轻到1最重接近1Kg的铸件。还可以将原来由许多零件组合、焊接的部件进行整体铸造。总之,熔模铸造能限度地提高毛坯与零件之间的相似程度,铸件尺寸精度高和表面粗糙度值因而可减少机械加余量、甚至无余量铸造和降低生产成本。





















